En automoción, una crisis de calidad rara vez empieza el día en que aparece la primera pieza defectuosa. Normalmente empieza mucho antes, cuando una organización acepta como normal una combinación de riesgos que, por separado, parecen gestionables, pero que juntos pueden convertirse en una fractura crítica de la cadena de suministro.
Este caso parte de una situación industrial concreta: una empresa Tier 1 fabricante de sistemas de conducción de fluidos a presión para automoción trabaja con conjuntos formados por tubo de acero y racor de acoplamiento. La unión entre ambos componentes se realiza mediante soldadura fuerte por llama (brazing) con aportación metálica. Esta operación está externalizada a un único proveedor Tier 2.
A primera vista, el sistema parecía robusto. El 100% de los conjuntos soldados se sometían a una prueba de presión con aceite hidráulico a 350 bar durante tres minutos. Las piezas que superaban el ensayo eran liberadas. El criterio era objetivo, repetible y aparentemente severo.
Pero el problema real no estaba en la estanqueidad inmediata. Estaba en la integridad mecánica de la unión.
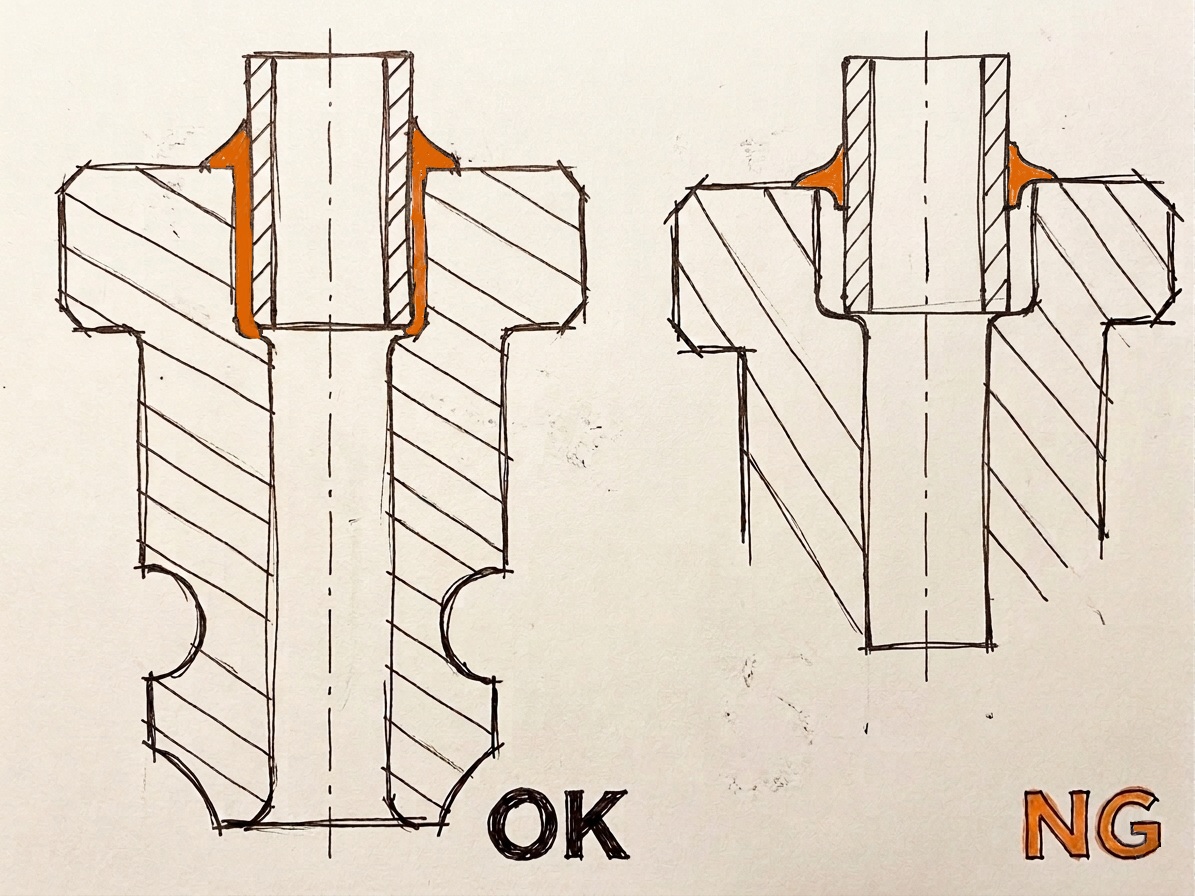
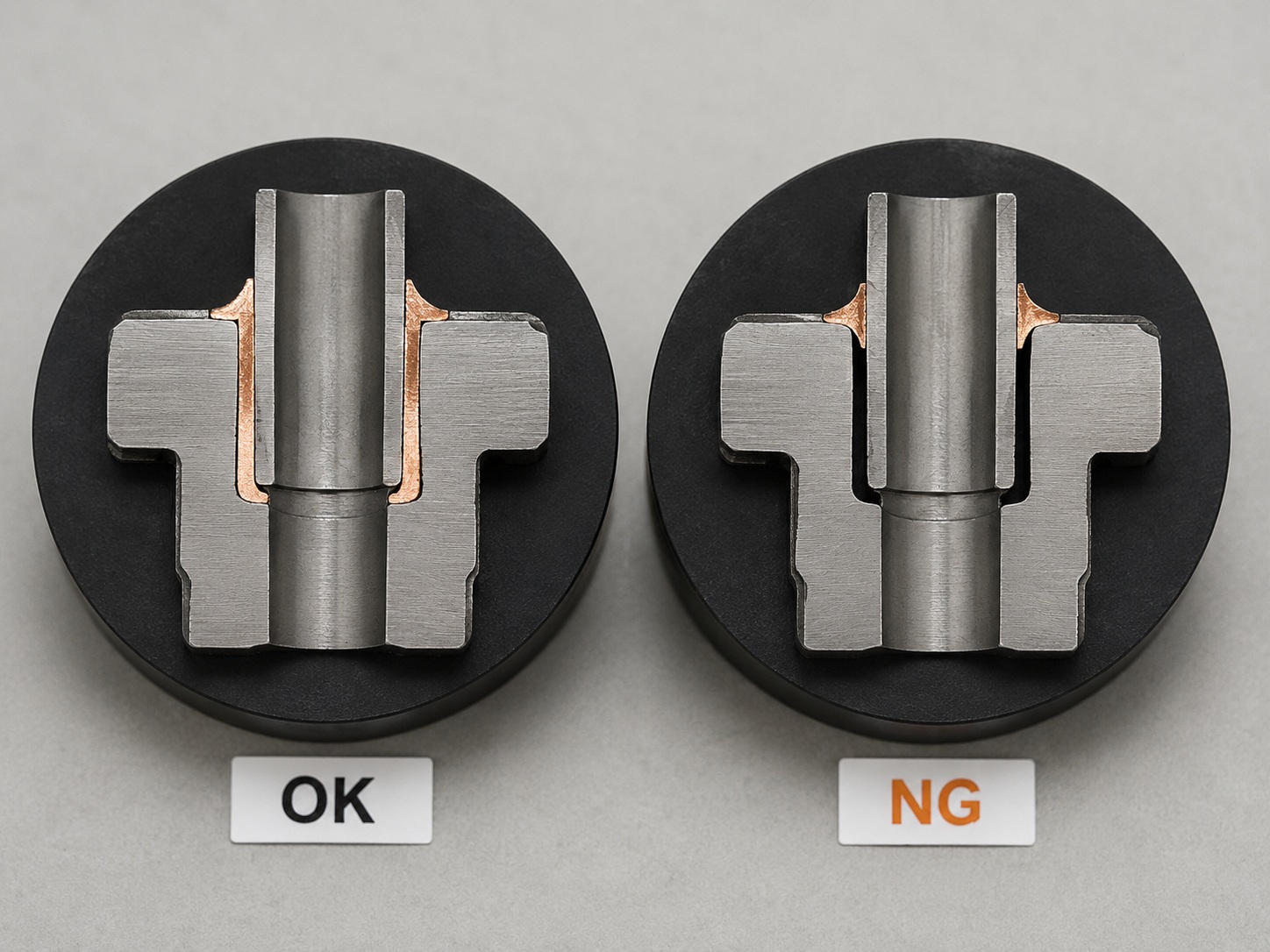
La American Welding Society define el brazing como un proceso de unión en el que el metal de aportación se distribuye entre superficies ajustadas mediante acción capilar, sin fundir el metal base y con una temperatura de liquidus del material de aportación superior a 450 °C. La clave no es que el material de aportación "esté presente", sino que moje correctamente las superficies y penetre en la junta.
En el caso analizado, el defecto crítico era una soldadura fría. Es decir, el conjunto tubo-racor no había alcanzado la temperatura adecuada para que el material de aportación penetrara correctamente y generara una unión metalúrgica robusta. La pieza podía parecer correcta. Podía ser estanca. Incluso podía superar una prueba de presión exigente. Pero la unión era frágil.
La frase que resume el problema es simple: la pieza era estanca, pero no estaba estructuralmente unida.
El falso confort de una prueba severa
Una prueba al 100% a 350 bar durante tres minutos parece una barrera de control muy potente. Lo es, pero solo para aquello que realmente mide: la estanqueidad bajo una condición determinada.
El error aparece cuando esa prueba se interpreta como una garantía global de calidad del conjunto. El ensayo confirmaba que no había fuga en ese momento, con ese fluido, esa presión, esa orientación y ese tiempo de exposición. Pero no demostraba necesariamente que la unión entre tubo y racor tuviera una penetración correcta del material de aportación, ni que la junta resistiera impactos, vibraciones, fatiga, manipulación, esfuerzos de montaje o condiciones reales de servicio.
Lucas Milhaupt resume bien esta lógica de proceso: el brazing requiere seguir pasos concretos para obtener calidad repetible, resistencia, hermeticidad y fiabilidad. Omitir cualquiera de esos fundamentos puede comprometer la junta, aunque el resultado exterior parezca aceptable.
El problema, por tanto, no era que la prueba de presión fuera incorrecta. Era necesaria. El problema era que se había convertido en la gran coartada del sistema.
En procesos especiales, una prueba final no sustituye al dominio del proceso.
Los riesgos estaban delante
Antes de la crisis, el sistema ya contenía señales de fractura.
La primera era la dependencia de un único proveedor. En compras, el riesgo de proveedor único suele analizarse desde la óptica de precio, plazo o capacidad. Pero aquí el riesgo era más profundo. Solo un Tier 2 tenía la práctica, los útiles, la homologación y el conocimiento operativo para ejecutar una operación crítica. Si ese proveedor fallaba, no había alternativa inmediata.
La segunda señal era la naturaleza artesanal del proceso. La soldadura fuerte por llama puede ser perfectamente válida, pero exige control técnico. Si el resultado depende excesivamente de la experiencia, el tacto, la vista o la sensibilidad de un operario concreto, el proceso es vulnerable. Una baja, una sustitución, una presión de producción, un cambio de material de aportación, una modificación de utillaje o una variación en la secuencia de calentamiento pueden alterar el resultado sin que el sistema lo detecte de inmediato.
La tercera señal era la criticidad de la aplicación. No se trataba de una pieza estética ni secundaria. Era un componente de conducción de fluido a presión. Una separación súbita podía provocar pérdida de función, proyección de fluido, contaminación de zonas calientes, riesgo de incendio o, en determinados escenarios, pérdida de control del sistema afectado.
La cuarta señal era la dimensión de campo. Si el problema se detecta en recepción o en proceso interno, la contención es dolorosa, pero todavía manejable. Si se detecta cuando ya hay piezas montadas en vehículos, la situación cambia de naturaleza. Aparecen bloqueos de stock, revisión de vehículos, campañas en territorio, costes logísticos, reclamaciones de cliente, escalación con OEM y pérdida de confianza.
La quinta señal era más sutil: el sistema estaba midiendo una característica, pero el riesgo real estaba en otra. Se medía la fuga. Pero la característica crítica no era solo "no fuga". Era también la integridad estructural de la unión tubo-racor. Ahí estaba la grieta de control.
El AMFE que no gobernaba el proceso
Este caso no se explica solo por una soldadura mal ejecutada. Se explica por una debilidad metodológica.
Un AMFE de proceso bien realizado debería haber identificado un modo de fallo específico: soldadura fría con pieza estanca en prueba, pero unión mecánicamente débil.
Ese modo de fallo cambia completamente la lectura del riesgo.
Si el fallo se formula como "fuga en prueba final", la detección parece excelente, porque el 100% de piezas pasan por el banco de presión. Pero si el fallo se formula como "unión sin penetración adecuada que puede separarse en servicio", la detección ya no es tan fuerte. La prueba de presión no cubre totalmente ese modo de fallo.
Esta es una de las trampas más frecuentes en calidad industrial: puntuar bien la detección porque existe un ensayo final, sin preguntarse si ese ensayo detecta realmente el mecanismo físico de fallo.
Una AMFE útil debería haber forzado preguntas incómodas:
- ¿Qué ocurre si el metal de aportación funde, pero no moja correctamente el metal base?
- ¿Qué ocurre si el exterior de la junta parece aceptable, pero el interior no ha alcanzado la temperatura adecuada?
- ¿Qué control detecta una soldadura fría?
- ¿Qué ensayo demuestra que la unión resiste impacto, vibración y manipulación?
- ¿Qué ocurre si el único proveedor pierde capacidad o deja de ser fiable?
Si el AMFE no cambia el plan de control, no es una herramienta de prevención. Es documentación.
ISO 9001, IATF 16949 y la diferencia entre cumplir y prevenir
Este caso también permite una reflexión normativa, pero conviene hacerla con precisión.
No sería correcto afirmar que una certificación ISO 9001 permite el problema y una certificación IATF 16949 lo elimina automáticamente. Ninguna norma evita una mala implantación. Una norma utilizada como sistema documental puede convivir con riesgos técnicos importantes, aunque los certificados estén en orden.
Pero sí hay una diferencia de filosofía.
ISO 9001 es una norma generalista de gestión de calidad. Puede ser una base sólida, pero no está diseñada específicamente para capturar todos los riesgos propios de la automoción. IATF 16949, en cambio, introduce una lógica mucho más específica: producto de automoción, gestión avanzada de proveedores, pensamiento basado en riesgo, características especiales, planes de control, trazabilidad, auditorías de segunda parte y desarrollo del sistema de calidad de proveedores. El propio esquema IATF vincula el desarrollo del sistema de calidad del proveedor con el enfoque de riesgo de la sección 8.4.
En un entorno IATF bien implantado, este proceso habría sido más difícil de dejar en una zona gris. No porque la norma haga milagros, sino porque obligaría a discutir cuestiones que aquí eran críticas: clasificación de la característica, criticidad del proveedor, control del proceso especial, auditorías de segunda parte, trazabilidad efectiva y adecuación del plan de control.
Además, AIAG dispone de CQI-29, una evaluación específica para procesos de brazing en automoción. CQI-29 cubre flame brazing, induction brazing, vacuum brazing y CAB, e incluye requisitos sobre plano de pieza, plan de control, inspección de calidad, documentación de parámetros, mantenimiento, monitorización de proceso, utillajes y gestión térmica.
La cuestión de fondo no es qué certificado había en la pared. La cuestión es si el sistema de calidad estaba sirviendo para prevenir riesgos reales o solo para demostrar conformidad documental.
Cuando la trazabilidad no salva
La trazabilidad suele presentarse como una de las grandes barreras de contención en automoción. Lo es, pero solo si permite reducir la incertidumbre.
En este caso, al detectarse el problema apareció una dificultad crítica: no existía una forma no agresiva, fiable y rápida de determinar qué conjuntos estaban correctamente unidos y cuáles no. Las unidades defectuosas podían ser físicamente indistinguibles de las correctas. Podían tener buen aspecto. Podían haber superado la prueba de presión. Podían estar ya integradas en conjuntos superiores.
La trazabilidad podía indicar lote, fecha, proveedor, turno o partida. Pero no permitía discriminar, unidad a unidad, qué conjuntos estaban correctamente soldados y cuáles sólo habían superado la prueba de presión sin garantía estructural.
Cuando no existe una técnica no destructiva fiable para discriminar piezas buenas y malas, la trazabilidad deja de ser una herramienta quirúrgica y se convierte en una herramienta de contención masiva. Sirve para bloquear familias de producto, acotar ventanas temporales y reconstruir rutas de material. Pero no sirve para separar con certeza cada unidad conforme de cada unidad sospechosa.
Ahí empieza la verdadera crisis.
No es solo una crisis de calidad. Es una crisis de incertidumbre.
La organización empieza a trabajar con una pregunta permanente: ¿cuántas piezas potencialmente defectuosas pueden estar ya en territorio?
Esa incertidumbre tiene un coste industrial enorme. Obliga a bloquear material, revisar producto en tránsito, detener expediciones, abrir campañas internas, inspeccionar stock, negociar con el cliente, documentar hipótesis, reforzar controles y preparar escenarios de campo.
También tiene un coste psicológico y reputacional. Porque el equipo sabe que pueden aparecer unidades defectuosas fuera de la planta, pero no dispone de un método limpio para encontrarlas antes.
Cuando el fallo del Tier 2 bloquea al Tier 1
La capa más importante del caso aparece después de la detección.
El Tier 2 falla en un proceso crítico. El Tier 1 ya no puede confiar plenamente en las piezas recibidas. Tampoco puede cambiar de proveedor de forma inmediata, porque no existe una segunda fuente homologada. Y tampoco puede detener indefinidamente el suministro al cliente.
En ese momento, el Tier 1 queda atrapado entre tres presiones simultáneas:
- El OEM exige entregas, contención, explicaciones y garantías.
- El Tier 2 ya no es fiable hasta que el proceso sea comprendido, corregido y estabilizado.
- El Tier 1 no tiene capacidad humana ni material preparada para absorber de golpe el proceso externalizado.
Esta es la parte que muchas organizaciones subestiman. Externalizar un proceso reduce carga operativa mientras todo funciona, pero no elimina la responsabilidad técnica. Cuando el proceso falla, la responsabilidad vuelve al Tier 1 de forma abrupta, amplificada y en el peor momento.
El Tier 1 se ve obligado a recuperar el proceso, no necesariamente para producirlo definitivamente, sino para entenderlo, estudiarlo, estabilizarlo y reconstruir el control. Pero esa recuperación no estaba prevista.
Aparece entonces el caos operativo:
- Calidad debe contener, analizar, reportar y defender la posición ante cliente.
- Ingeniería debe entender un proceso que no estaba bajo su control diario.
- Producción debe reorganizar recursos, espacios y prioridades.
- Compras debe presionar al proveedor, buscar alternativas y gestionar riesgos contractuales.
- Logística debe localizar piezas, bloquear expediciones, revisar tránsitos y coordinar urgencias.
- Dirección debe tomar decisiones con información incompleta y presión creciente.
El problema deja de estar en una soldadura. Pasa a estar en toda la organización.
El Tier 1 descubre que no había perdido únicamente el control de unas piezas. Había perdido la capacidad de gobernar un proceso que seguía siendo crítico para su producto, aunque ya no estuviera dentro de sus paredes.
El coste oculto de recuperar un proceso no previsto
Recuperar un proceso externalizado no consiste solo en traer unas herramientas y formar a un operario.
Implica entender la física del proceso, definir parámetros, validar útiles, cualificar personal, revisar materiales de aportación, controlar flux, establecer criterios de limpieza, definir temperaturas, documentar instrucciones, crear muestras patrón, determinar ensayos destructivos, revisar frecuencias de control, habilitar equipos, asegurar seguridad laboral, preparar mantenimiento, actualizar el AMFE y modificar el plan de control.
Nada de eso ocurre de forma limpia en medio de una crisis.
Además, el Tier 1 no suele tener capacidad sobrante esperando este tipo de emergencia. Las personas clave ya están asignadas a producción, lanzamientos, reclamaciones, proyectos de mejora, auditorías o cambios de ingeniería. Absorber de golpe un proceso crítico genera saturación, retrasos, decisiones reactivas y riesgo de nuevos errores.
En una cadena ajustada, un fallo Tier 2 no se queda en el Tier 2. Satura al Tier 1. Cuando el Tier 1 se satura, la tensión se transmite hacia el OEM y hacia otros proveedores.
Esta es la verdadera fractura de cadena.
No es solo una pieza defectuosa. Es una pérdida repentina de capacidad de gobierno industrial.
Qué debería haberse hecho antes
La solución no era simplemente inspeccionar más. Inspeccionar más sobre la característica equivocada solo habría aumentado la falsa seguridad.
La respuesta correcta habría sido rediseñar el sistema de control del riesgo.
Primero, el proveedor debía clasificarse como crítico, no por volumen de compra, sino por combinación de cuatro factores: pieza funcional, proceso especial, proveedor único y dificultad de sustitución.
Segundo, el proceso de brazing debía auditarse con criterio técnico específico. No bastaba con una auditoría general de calidad. Era necesario revisar parámetros, utillajes, personal, mantenimiento, limpieza, material de aportación, flux, separación de junta, secuencia térmica, método de inspección y ensayos de validación.
Tercero, el plan de control debía separar dos funciones: estanqueidad e integridad mecánica de la unión. La prueba de presión debía mantenerse, pero complementada con controles periódicos que verificaran penetración, resistencia y robustez de la unión.
El Plan de Control hereda la profundidad del AMFE que lo alimenta. Sin AMFE profundo, no hay Plan de Control efectivo. Hay registro de controles que no protegen del riesgo real.
Cuarto, el AMFE debía actualizarse para incluir explícitamente el modo de fallo "pieza estanca pero unión débil". Eso habría cambiado la puntuación de detección y, probablemente, las acciones preventivas.
Quinto, debía existir una gestión estricta de cambios. En procesos especiales, cambios aparentemente pequeños pueden alterar el resultado: operario, soplete, presión de gas, flux, lote de material de aportación, limpieza, útil, tiempo de ciclo, secuencia de calentamiento o cadencia.
Sexto, debía desarrollarse una segunda fuente o, como mínimo, un plan de reversibilidad. No siempre es realista tener dos proveedores activos para todo. Pero sí es razonable tener documentación transferible, criterios de proceso, útiles duplicables, proveedor alternativo preevaluado y capacidad mínima para recuperar el control técnico en caso de crisis.
Séptimo, la trazabilidad debía diseñarse pensando en la contención real. No basta con saber de qué lote viene una pieza. Hay que saber si esa información permite tomar decisiones útiles cuando el modo de fallo aparece.
La lección para la cadena Tier 2
Este caso demuestra que los proveedores críticos no siempre son los de mayor facturación. A veces el mayor riesgo está en una operación pequeña, manual, externalizada y aparentemente madura.
También demuestra que una pieza puede superar un ensayo severo y, aun así, esconder una fragilidad crítica.
Demuestra, sobre todo, que una cadena de suministro no se fractura solo por falta de material, retrasos logísticos o problemas financieros. También se fractura cuando un Tier 1 pierde visibilidad técnica sobre un proceso que sostiene la función crítica de su producto.
La pregunta clave no es solo si la pieza pasa el ensayo. La pregunta es si el ensayo demuestra aquello que realmente necesitamos garantizar.
En este caso, la prueba demostraba estanqueidad. Pero no demostraba suficientemente integridad estructural de la unión. Ahí estaba el fallo del sistema de control.
La conclusión es incómoda, pero necesaria: no se debe externalizar un proceso crítico sin conservar la capacidad de entenderlo, auditarlo, cuestionarlo y recuperarlo en caso de fallo.
Síntesis
Este caso no trata solo de una soldadura fría. Trata de cómo un Tier 1 puede tener ensayos al 100%, auditorías sin hallazgos críticos, trazabilidad formal y un proveedor aparentemente estable, y aun así estar expuesto a una crisis grave si no controla el modo de fallo real, el proceso especial y su propia capacidad de reacción.
Cuando esa combinación de aparente conformidad se sostiene durante años, la organización descubre tarde que estaba documentando conformidad en lugar de controlar riesgo.