En muchas plantas, la conversación sobre un proceso se reduce a una cifra. Se pide el Cpk, alguien lo extrae de Excel, de Minitab, de un informe de máquina o del sistema de planta, y la discusión se centra en si supera 1,33 o 1,67. La pregunta que queda fuera es anterior: ese proceso, ¿es estable?
No suele haber mala intención. Es una degradación del criterio técnico. El Cpk es un número cómodo, que resume y cierra reuniones. La estabilidad, en cambio, obliga a mirar datos a lo largo del tiempo, a leer gráficos y a discutir de dónde viene la variación. Es más trabajo y resulta menos vistoso en una presentación. Con el tiempo, el indicador acaba ocupando el lugar del análisis.
El problema es que la capacidad y el control no son lo mismo, y el Cpk solo tiene sentido cuando el segundo ya está demostrado.
Qué mide realmente el Cpk
El Cpk compara la dispersión observada de un proceso con sus límites de especificación. Dice si, con los datos recogidos y bajo las hipótesis del cálculo, esa dispersión queda lejos de los límites. No dice nada sobre cómo se comportará el proceso mañana, ni la semana que viene, ni con el siguiente lote de material.
El propio NIST define la capacidad como la comparación entre la salida de un proceso bajo control y los límites de especificación, y sitúa la demostración de estabilidad como condición previa. Antes de hablar de capacidad hay que haber demostrado que el proceso es estable, y ese orden condiciona el resto. El Cpk es una consecuencia estadística que solo significa algo una vez demostrado el control. Por sí mismo no prueba que ese control exista.
El Cpk es una consecuencia estadística que solo significa algo una vez demostrado el control.
Por qué un Cpk alto puede convivir con un proceso fuera de control
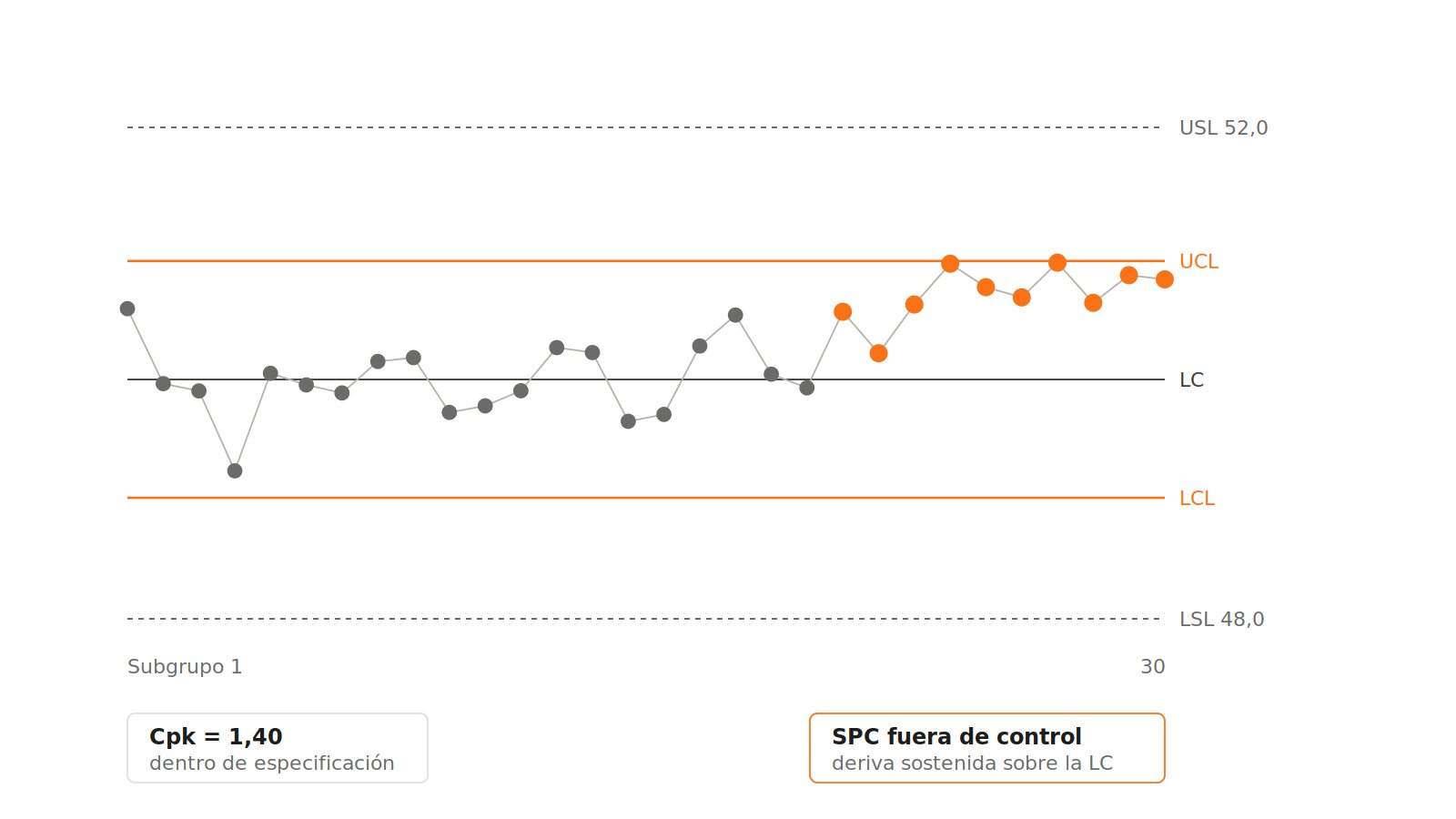
Un proceso puede dar un Cpk alto en una ventana corta de producción y estar sometido, al mismo tiempo, a deriva térmica, desgaste de herramienta, cambio de operario, lotes de material distintos o cambios de fijación. El cálculo recoge un tramo concreto. Si ese tramo se ha tomado en condiciones favorables, el número sale bueno aunque el proceso no se sostenga en el tiempo.
El Cpk es entonces una fotografía estrecha. Describe un instante, no un comportamiento. Un proceso estable y un proceso que casualmente estaba centrado el día de la medición pueden dar el mismo Cpk. La diferencia entre los dos no aparece en la cifra. Aparece en los gráficos de control, en la serie temporal, en la comparación entre subgrupos, datos que el Cpk resume y que, al resumirlos, deja fuera.
Aquí es donde el control estadístico hace un trabajo que la capacidad no puede hacer. El SPC sirve para detectar cuándo un proceso se ha degradado respecto a su comportamiento anterior. Observa el proceso a lo largo del tiempo. El Cpk es una medida puntual y no aporta esa lectura. Por eso un proceso puede pasar una validación de capacidad y descontrolarse dos semanas después sin que la cifra original haya cambiado, porque esa cifra nunca describió la estabilidad.
Cabe una matización, porque no toda muestra mide lo mismo. Tomar treinta piezas consecutivas de un tramo favorable no describe el proceso: describe la máquina en una ventana corta. Un plan repartido a lo largo de la jornada, con subgrupos espaciados en la producción, recoge cambios de turno, calentamiento de máquina, lotes distintos y deriva. Es la materia prima correcta para construir un gráfico de control. Pero capturar más variación no equivale a haber demostrado estabilidad. Esas mismas mediciones, llevadas directamente a un histograma y a un Cpk sin pasar por el gráfico de control, siguen sin responder a la pregunta del control: si la variación recogida es solo de causas comunes o si hay causas especiales actuando. Un buen plan de muestreo no sustituye el paso que confirma la estabilidad. Solo lo hace posible.
Dónde se traslada el riesgo
El error tiene un origen decisional más que estadístico.
Sobre un Cpk se liberan procesos, se aprueban muestras iniciales, se valida a un proveedor y, en algunos casos, se reducen controles. Son decisiones con consecuencias industriales reales. Cuando el número se ha calculado sin haber demostrado estabilidad, esas decisiones se apoyan en una representación empobrecida de lo que ocurre en planta.
El caso más delicado es el de las características de seguridad, estanqueidad, par de apriete o función crítica. Un Cpk agregado puede quedar por encima del umbral y, a la vez, esconder un comportamiento que aparece pocas veces pero con consecuencias graves. La cifra ofrece tranquilidad mientras el proceso mantiene un comportamiento que esa cifra no recoge.
Qué debería preceder al Cpk
Para que un Cpk sea un argumento sólido, antes tiene que haberse demostrado que el proceso es estable. Esto significa gráficos de control adecuados sobre datos recogidos en condiciones representativas de la producción real, no sobre una muestra tomada en el momento más favorable. Sin esa base, el Cpk sigue siendo un número correcto en su aritmética y vacío en su significado.
El Cpk debe seguir usándose. Lo que conviene evitar es tratarlo como certificado de una realidad que todavía no se ha comprobado. Un indicador resume. La decisión que se toma a partir de él necesita algo más que el resumen.
El cambio que conviene hacer es de pregunta. En una reunión, ante un Cpk, la pregunta habitual es cuánto vale y si supera el umbral. Esa pregunta resulta insuficiente y se plantea sobre el indicador equivocado. La pregunta útil es anterior: qué se sabe del proceso sobre el que se ha calculado ese número. Si se demostró su estabilidad con un gráfico de control, sobre qué muestra, en qué condiciones, con qué sistema de medición validado. Cuando esas respuestas existen, el Cpk añade información real y la decisión que se apoya en él tiene fundamento. Cuando no existen, el Cpk no informa de nada que no fuera ya una suposición, por mucho que la cifra sea alta.
Quien dirige una planta no necesita recalcular indicadores. Necesita saber distinguir un número que describe el proceso de un número que solo lo representa en una ventana favorable. Esa distinción no la da el valor del Cpk. La da el trabajo que se ha hecho antes de calcularlo. Y ese trabajo, a diferencia de la cifra, no aparece en el informe y debe preguntarse de forma expresa.